
Paano mag-install ng kanal para sa gusali ng istraktura ng bakal?
Mga materyales at aplikasyon
1. Materyal:
Sa kasalukuyan, mayroong tatlong karaniwang ginagamit na materyales ng gutter: steel plate gutter na may kapal ng plate na 3 ~ 6mm, stainless steel gutter na may kapal na 0.8 ~ 1.2mm at color steel gutter na may kapal na 0.6mm.
2. Paglalapat:
Maaaring ilapat ang steel plate gutter at stainless steel gutter sa karamihan ng mga proyekto.Kabilang sa mga ito, ang hindi kinakalawang na asero na kanal ay karaniwang ginagamit sa mga lugar sa baybayin at mga lugar na may malakas na kinakaing unti-unti na gas malapit sa proyekto;Pangunahing ginagamit ang color plate gutter para sa panlabas na gutter ng gas building at mga proyektong may maliit na lugar ng engineering at maliit na drainage.Madalas itong ginagamit bilang panlabas na kanal.
Ang paraan upang kumonekta
★ alulod ng bakal na plato
1. Mga kondisyon sa pag-install:
Bago ang pag-install ng steel plate gutter, ang mga sumusunod na kondisyon ay dapat matugunan: ang pangunahing katawan ng istraktura ng bakal (beam at column) ay na-install at naayos, at ang lahat ng mga high-strength bolts ay sa wakas ay screwed.Para sa proyektong may parapet, ang parapet column at kaukulang wall beam ay na-install at inayos.Ang steel plate gutter ay nasa site.Nakalagay na ang mga electric welding machine at welder para sa welding.
2. Pag-install:
Matapos mailipat sa lugar ang kaukulang alulod ng bakal ayon sa mga guhit ng disenyo, ang kanal ay dapat dalhin sa itinalagang lugar ng pag-install sa pamamagitan ng kreyn o manu-manong transportasyon ayon sa laki at bigat ng kanal, at ang kanal ay dapat pansamantalang konektado sa pamamagitan ng electric welding kaagad.Kapag nasa lugar na ang lahat ng materyales ng kanal, gumuhit ng through line na may wire na bakal sa labas ng gutter, at ayusin ang panloob at panlabas na gilid ng buong kanal sa parehong tuwid na linya.Sa panahon ng pagsasaayos, bigyang-pansin upang mabawasan ang puwang sa gutter joint, at pansamantalang ayusin ito gamit ang electric welding.Pagkatapos ay ganap na hinangin ang mas mababang pahalang na hinang at ang tuwid na hinang sa magkabilang panig na may isang welding rod na may diameter na 3.2mm.Sa panahon ng hinang, bigyang-pansin ang kalidad ng hinang at kontrolin ang kasalukuyang hinang, Pigilan ang pagkasunog sa kanal at dagdagan ang hindi kinakailangang problema.Maaaring gamitin ang pasulput-sulpot na welding sa koneksyon sa pagitan ng ilalim ng kanal at tuktok ng haligi.Ang ilalim ng kanal at ang tuktok ng haligi ng bakal ay maaaring welded at ayusin upang madagdagan ang pangkalahatang katatagan.Ang gutter na hindi maaaring welded sa parehong araw ay maaaring pansamantalang ayusin sa pamamagitan ng electric welding na may mga pamamaraan sa itaas.Kung pinahihintulutan ng mga kondisyon, ang kanal ay maaari ding itali at ayusin gamit ang wall beam o gutter bracket na may steel wire rope.

3. Pagbubukas ng outlet:
Ang gutter outlet ay dapat na nakaposisyon ayon sa mga kinakailangan sa disenyo.Sa pangkalahatan, ang maginoo na labasan ay dapat buksan sa gilid ng bakal na haligi o bakal na sinag.Bigyang-pansin ang posisyon ng suporta kapag binubuksan ang butas, at subukang iwasan ito hangga't maaari, upang mabawasan ang dami ng mga accessory ng downpipe.Ang paraan ng pag-install ng downpipe ay dapat isaalang-alang habang binubuksan.Pinakamainam na matukoy muna ang paraan ng pag-aayos ng downpipe hoop, upang paikliin ang materyal ng pag-aayos ng hoop at mabawasan ang gastos.Ang butas ay maaaring buksan sa pamamagitan ng gas cutting o angle grinder.Mahigpit na ipinagbabawal na buksan ang butas nang direkta sa pamamagitan ng electric welding.Matapos mabuksan ang butas, ang baras at paligid ng butas ay dapat na putulin ng isang gilingan ng anggulo, at pagkatapos ay ang labasan ng tubig ng bakal na tubo ay dapat na hinangin gamit ang kanal.Bigyang-pansin ang kalidad ng hinang sa panahon ng hinang upang maiwasan ang nawawalang hinang.Pagkatapos ng welding, ang welding slag ay dapat linisin sa oras, at ang welding metal na mas mataas kaysa sa kanal ay dapat na pinakintab gamit ang isang anggulo grinder hanggang sa ito ay karaniwang flat.Upang maiwasan ang ponding sa labasan ng tubig, maaaring gumamit ng sledgehammer upang basagin ang labasan ng tubig upang mapadali ang pagpapatuyo.
4. Kulayan:
Matapos ang lahat ng mga gutter ay hinangin at inspeksyon upang maging kwalipikado, ang welding slag sa welding position ay dapat na ganap na linisin muli.Kasabay nito, ang pintura sa lugar ng hinang ay dapat linisin ng isang brush na bakal, at pagkatapos ay ayusin gamit ang antirust na pintura ng parehong detalye tulad ng orihinal na pintura.Ang gutter finish ay dapat lagyan ng kulay bago ang pagbuo ng roof panel ayon sa mga kinakailangan sa disenyo.Kung walang mga kinakailangan sa disenyo, isa pang layer ng neoprene ang dapat ipinta sa panloob na bahagi ng steel plate gutter para sa anti-corrosion treatment.
★ hindi kinakalawang na asero pag-install ng kanal
1. Ang mga kondisyon ng pag-install at mga kinakailangan sa pagbubukas ng down pipe ng stainless steel gutter ay pareho sa mga steel plate gutter.
2. Ang Argon arc welding ay pinagtibay para sa hindi kinakalawang na asero na gutter welding, at hindi kinakalawang na asero na wire ng parehong materyal bilang ang gutter ay pinagtibay bilang ang welding rod, at ang diameter ay maaaring pareho sa kapal ng plato.Karaniwan 1mm.Bago ang pormal na hinang, ang mga welder ay dapat ayusin upang magsagawa ng pagsubok na hinang, at ang batch welding ay maaaring simulan lamang pagkatapos na makapasa sa pagsubok.Kasabay nito, pinakamahusay na magtalaga ng mga espesyal na tauhan para sa hinang, at ayusin ang isang auxiliary worker upang makipagtulungan sa operasyon, upang mapabuti ang kahusayan ng pangunahing produksyon.Matapos ma-welded ang labasan ng tubig, dapat ding wasakin ang lugar upang mapadali ang pagpapatuyo.Kung mayroong sediment at iba pang polusyon sa hindi kinakalawang na asero elektrod, dapat itong alisin bago gamitin.
3. Dahil ang hindi kinakalawang na asero gutter ay naproseso at nabuo sa pamamagitan ng pagtitiklop, hindi maiiwasan na mayroong dimensional deviation.Samakatuwid, bago dalhin ang kanal, dapat itong komprehensibong suriin upang mabawasan ang puwang sa magkasanib na bahagi.Bago ang hinang, dapat itong ayusin sa pamamagitan ng spot welding, at pagkatapos ay hinangin.Ang ilalim ng kanal ay dapat welded, at pagkatapos ay ang gilid ng kanal ay dapat welded.Kung maaari, ang trial arrangement ay maaaring isagawa, at ang hoisting ay maaaring isagawa pagkatapos ng numbering ayon sa trial arrangement, upang mabawasan ang welding workload at matiyak ang kalidad ng proyekto.Kung ang puwang ay masyadong malaki upang ganap na hinangin ng welding wire, maaari itong idugtong ng mga tirang materyales.Kinakailangang magwelding sa paligid ng splice, at tiyakin na ang mga welds sa mga gilid at sulok ay puno nang hindi nawawala ang hinang.

★ Pag-install ng gutter ng color plate
1. Ang pag-install ng mining gutter ay maaaring isagawa pagkatapos ng pag-install ng roof slab o kasabay ng roof slab.Ang mga detalye ay maaaring madaling matukoy ayon sa mga kondisyon ng site.
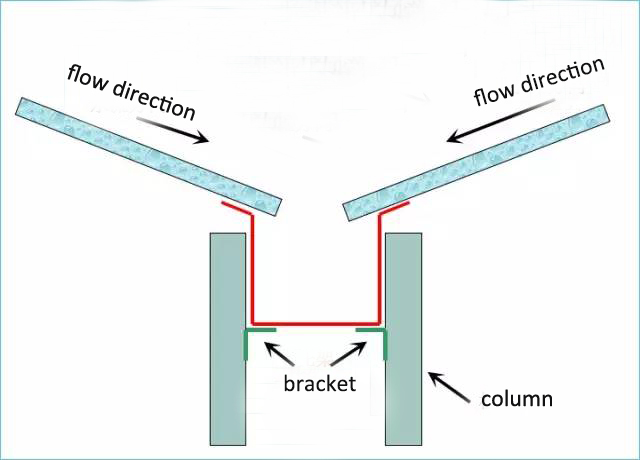
2. Ang pag-aayos ng color plate gutter ay nahahati sa dalawang bahagi: ang isang bahagi ay ang panloob na bahagi ng gutter ay konektado sa roof panel na may self tapping screws o riveted na may pull rivets;ang iba pang bahagi ay ang nakatiklop na gilid ng panlabas na bahagi ng kanal ay unang konektado sa gutter brace rivets, at ang kabilang panig ng brace ay konektado sa roof panel at purlin na may self tapping screws na nag-aayos ng roof panel sa crest ng ang panel ng bubong.Ang koneksyon sa pagitan ng kanal at ng kanal ay nilagyan ng mga rivet sa dalawang hanay na may spacing na 50mm ayon sa mga kinakailangan ng karaniwang atlas ng kumpanya, Ang lap joint sa pagitan ng mga plato ay dapat na selyuhan ng neutral seal.Sa panahon ng lap joint, bigyang pansin ang paglilinis ng ibabaw ng lap.Pagkatapos ng gluing, ito ay dapat tumayo para sa isang maikling panahon, at ang pangunahing ay maaaring ilipat pagkatapos ng kola ay cured.
3. Ang pagbubukas ng gutter outlet ay maaaring direktang isagawa sa pamamagitan ng cutting machine, at ang posisyon ay dapat matugunan ang mga kinakailangan sa disenyo.Ang labasan at ilalim ng kanal ay dapat ayusin sa pamamagitan ng mga pull rivet ayon sa mga kinakailangan ng mga nauugnay na node ng karaniwang atlas, at ang mga kinakailangan sa paggamot ng sealant sa koneksyon ay dapat na konektado sa kanal.
4. Ang mga kinakailangan sa flatness ng color plate gutter ay kapareho ng sa steel plate gutter.Dahil ito ay pangunahing tinutukoy ng kalidad ng pag-install ng pangunahing istraktura, ang kalidad ng pagtatayo ng pangunahing istraktura ay dapat na garantisadong bago mai-install ang kanal, upang maglatag ng isang magandang pundasyon para sa pagpapabuti ng kalidad ng pag-install ng kanal.
Oras ng post: Abr-03-2022